sheet metal cutting clearance formula Clearance is determined by the type and thickness of the material being punched. Determine proper clearance by using these guidelines or click the button below and we'll calculate it for you. Mild Steel Thickness: Clearance Between Punch . Here we explore many different types of CNC machine cutting tools and their various capabilities to help you determine the right tool for each application. Drill bits have a shaft with one or more flutes that run down the outside of the tool, as well as a conical cutting end.
0 · sheet metal cutting clearance
1 · how to calculate die clearance
2 · cutting clearance standards
3 · cutting clearance definition
4 · cutting clearance chart
5 · cutting clearance
6 · clearance for cutting steel
7 · clearance for cutting profile
This comprehensive guide will walk you through 11 common types of electrical boxes and factors to consider when selecting one. What is an Electrical Box? An electrical box, also known as a junction box, is an enclosure that allows connecting and protecting electrical wires and components.
How to Estimate Die Clearance Required for Punching Stainless Steel. Formula: MATERIAL THICKNESS X .25. Example: .060 x .25 = .015.
Determine what size die you need for your punching application. Clearance is the amount of extra space required in the hole of the die to allow the punch to pass through to punch a hole in the material. Clearance is determined by the type .
The relative blanking clearance can be expressed by the formula (1), which shows the relationship between the blanking clearance and the thickness of the plate. C=xt (1) In the formula, “C” represents the blanking .Clearance is determined by the type and thickness of the material being punched. Determine proper clearance by using these guidelines or click the button below and we'll calculate it for you. Mild Steel Thickness: Clearance Between Punch .Cutting clearance refers to the gap between a punch and die opening during punching or blanking operations. The document discusses optimum, excessive, and insufficient cutting clearance and their effects on part quality and tool life. It also covers related topics like punch and die sizing, shear angles to reduce force, and calculating ideal clearance using material properties. .
The document discusses the calculation of cutting clearance between the punch and die in sheet metal cutting operations. It defines cutting clearance and explains that the optimal amount depends on factors like material type and thickness. Insufficient and excessive clearance are described as negatively impacting tool life and part quality. A formula and tables to determine .The new calculator allows you to quickly and easily know the correct die clearance for the most common materials: Steel, Stainless Steel, Aluminum, Copper and Brass. Other Calculators PUNCHING FORCE Die clearance, typically expressed as a percentage per side, is the distance between a punch’s cutting edge and a die button’s cutting edge. It’s the amount of extra space that’s needed to provide the leverage to shear and break the stock material to create a hole.CALCULATION FORMULAS FREQUENTLY USED IN SHEET METAL Calculation of the diameter (diagonal dimension) of the cutting edge circumscribed circle is required to select the tool station. Rectangle shape Rectangular shape with radius D = A + B D = ( A - 2 x R ) + ( B - .
sheet metal cutting clearance
2. 2MET3331, Prof Simin Nasseri, Part 2 Southern Polytechnic State University Summary: Die-cutting operations Clearance in sheet metal cutting Piercing die design Blanking die design Compound blanking & piercing Design elements Die block general design Center of pressure Peak cutting force Stripping Force Press Tonnage Reducing Cutting Forces For the second method, you need to know the dimension from the edge (formed or cut) to the apex of the bend, or the intersection created by both planes that run parallel to the outside surfaces of the formed material. 1. Flat blank = First leg dimension + Second leg dimension + Bend allowance . More Than One Sheet Metal Bending Formula. Press .Chap 2 , sheet metal – p. 1 Sheet Metal Forming Processes • involves workpieces with a high ratio of surface area to thickness • plates, thickness > ¼ inch • sheets, thickness ≤ ¼ inch • typical items produced by sheet-metal forming processes: metal desks appliance bodies . hubcaps aircraft panels . beverage cans car bodies
how to calculate die clearance
cutting beam gets scattered. Material that is too thick has the same problem: molten metal scatters the beam before the part is fully cut. We can cut metal as thick as 3/8" but the edge quality suffers greatly. The degree of material flammability is another important factor. Some parts considered flammable can be used.vol.6 for clearance of the cutting die. vol.7 about turret punch press machine. vol.8 various kinds of special shape. vol.9 parts name of standard tooling. vol.10 each names of forming tool. vol.11 material properties (steel) vol.12 material properties. vol.13 calculation formulas frequently used in sheet metal. vol.14 height adjustment free tool
The stripping force, usually taken as 10 percent of the cutting force, also, it depends upon number of parameters Punch-die clearance, kind of lubrication, elasticity and plasticity of sheet metal, etc. Example 1: A 20 mm square hole is to be cut in sheet metal of 0.75 mm thickness. The maximum shear stresses allowed is 2880 kg/cm 2. Determine .Cutting Clearance: Cutting clearance is . The ideal clearance can be caluculated by the following formula Clearance=C*s*square root of (T max/10) where C is a constant=0.005 for very accurate component =0.01 for normal components s=sheet thickness in mm T max=shear strength of the stock material in N/mm square T max for some materials: St .
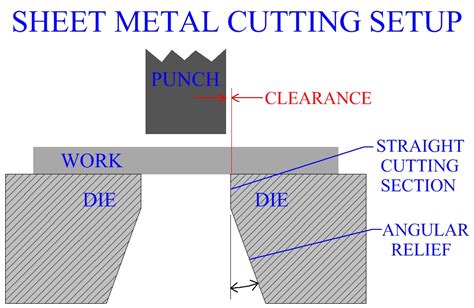
The correct die clearance calculation between punch and die based on material thickness and strength is critical to punching accuracy and safety. Die clearance is sometimes misunderstood or miscalculated, and the result of getting this wrong is dangerous. Example: You can’t punch a hole with a one inch punch and a one inch die. The proper and . Clearance in Sheet Metal Cutting Distance between punch cutting edge and die cutting edge Typical values range between 4% and 8% of stock thickness If too small, fracture lines pass each other, causing double . A die with a sharp corner (left) has a die clearance that varies. The clearance at the corner is 41 percent greater than the clearance along the edges of the tool. The excessive clearance in the corner reduces part quality. A die with a radius instead of a corner (middle) has uniform clearance. A radius improves part quality.
0° – 180° Bend Allowance Chart for Sheet Metal Bending; Press Brake FAQs: Get Your Ultimate Answers; Sheet Metal Bending: Everything You Should Know Explained; K Factor Calculator for Sheet Metal Bending (Online & FREE) 28 Sheet Metal Bending Problems and Solutions; Metal Bending: The Ultimate GuideKeep in mind if you need a specific inside dimension you will need to add some clearance (at least 0.030”) and adjust based on the material thickness. . The K-factor in sheet metal bending represents the ratio between the thickness of the metal and an invisible line called the “neutral axis.” When a flat piece of material is bent the . When fabricating a product out of sheet metal, there are numerous options to consider. Sheet metal cutting encompasses a wide range of pressworking procedures. The primary goal of sheet metal cutting is to remove portions of sheet metal material using cutting blades that are applied with great force to the sheet metal in question. Sheet metal fabrication .
Selected cutting clearance; Sharpness of the cutting punch and die; Amount of cutting shear; Ram velocity of the press; Metal Type, Hardness, and Thickness. The shear strength of a metal basically can be described as how much force it takes to fracture or break the metal when utilizing normal cutting clearance.This clearance can be approximated per side by this formula is calculated using Clearance between Two Shears = 0.0032*Sheet Thickness*(Shear Strength of Material)^0.5. To calculate Clearance between Two Shears, you need Sheet Thickness (t b) & Shear Strength of Material (τ). With our tool, you need to enter the respective value for Sheet . Calculating cutting force required for sheet metal cutting operations
cnc router parts crp100 vs crp800
first step in establishing the cutting force is to determine the cut length area. The area to be cut is found by multiplying the length of cut by stock thickness. Formula for calculating the cutting force: L = Length of periphery to be cut in ‘mm’. S = Sheet .
The outcome and quality of the blanked parts are affected by various parameters such as the blanking clearance, the sheet metal mechanical properties and the wear of tools. . (FE) simulation procedure to predict the complete blanking cycle including sheet metal cutting, sheet metal springback, punch penetration in die, and stripping phases .A correct clearance produces (on a mild steel sheet) holes in which the upper 1/3 of the height is cylindrical and properly sheared, while the lower 2/3 are lightly conical and show tear signs (figure 1). An inadequate clearance generates a secondary shearing effect which means additional wear on the punch. As previously said, the lack of .
cutting clearance standards
In this article, we’ll discuss the four different types of steel, along with how they’re classified, the various steel grades and the methods of heat treatment used to improve steel’s mechanical properties.
sheet metal cutting clearance formula|clearance for cutting steel